Adjusting the “tuning” in the Universal Control Panel (UCP) can make a dramatic difference in the clarity of raster images. For GCC/LaserPro machines this feature is also called tuning. On Epilog it is called “Laser Match.”
Last autumn I added a second laser to my shop. One day I saw a live auction listing and the next I was the slightly nervous and very excited owner of a machine that I’d never seen powered on. The first text tests were barely legible. One of the many steps to refine the output was to adjust the tuning.
The following diagram demonstrates the result we would like to achieve.

When a raster image is sent to the laser the driver splits it into horizontal slices. Each slice represents a pass that the laser head will make in the X direction of travel.
Tuning changes the distance that the X belt moves before the laser begins to pulse in each row. Poor tuning will cause a misalignment of an etched line in the right-to-left direction versus the left-to-right direction.
The fix is fairly straightforward. First, draw a solid, long thin rectangle. Change the raster settings to use the lowest image density (lines per inch). Etch on a material that has very high contrast. Anodized aluminum is fantastic; since I didn’t have any on hand I used a dark black paper that shows a nice mark.
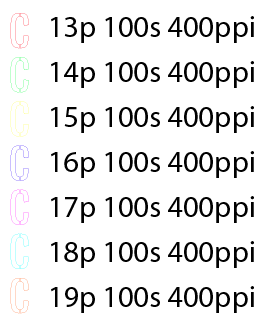
The desired result is for the left and right edges of each line to be flush. The following image shows an example of running this test. The first column shows the original ragged line. Next, I moved the line over, adjusted the tuning, and ran the job again. This is the value I chose; the next two tests use different tuning values and are slightly ragged again.

After fixing the tuning my sample text was still slightly blurry compared to the results from my other laser. The accelerating/decelleration curve didn’t seem as good on the older model. That is; it wasn’t slowing down enough to give a really clean etch. By lowering the speed I finally saw the crisp text that I demand.

If the tuning value you need to use seems unusually high or low you should check the laser’s X belt; it may be too loose.